Przekaźniki bezpieczeństwa w robotach przemysłowych


W czasach, gdy roboty przemysłowe coraz bardziej wypierają konkretne czynności prowadzone przez człowieka, warto zastanowić się nad czynnościami i bezpieczeństwem operatora czy osoby współpracującej z robotem. Roboty przemysłowe kojarzą nam się z ogromnymi maszynami, które przenoszą ciężkie ładunki. Jednak nic bardziej mylnego – w dzisiejszej erze produkcji maszyna bądź robot przemysłowy mogą przypominać małą drukarkę czy też trochę bardziej skomplikowane ludzkie ramię.
Nieustający trend wsparcia mechanicznego dla człowieka na produkcji dał inżynierom ważne wyzwanie – bezpieczeństwo. W 2016 r. Międzynarodowa Organizacja Normalizacyjna (ISO) opublikowała specyfikację techniczną ISO/TS 15066, który rozszerza dokument ISO 10218, znany pod nazwą „Safety Requirements for Industrial Robots” (Wymagania bezpieczeństwa dla robotów przemysłowych), o nowe zagadnienia dotyczące maszyn i robotów przemysłowych.
Przed wdrożeniem robota w środowisko produkcyjne istotnym elementem jest ocena ryzyka – zarówno wypadku, jak i awarii w danej aplikacji. Metodologia oceny ryzyka podana w normie PN-EN ISO 13849-1 ma postać jakościowego wykresu ryzyka, który jest ulepszoną wersją dobrze znanego wykresu ryzyka z normy PN-EN 954-1.
Wynik wykresu ryzyka wskazuje wymagany poziom nienaruszalności (a, b, c, d, e) i – co wyraźne – im większe ryzyko wystąpienia na zagrożenia, tym wyższa musi być nienaruszalność elementów kontroli bezpieczeństwa.

Punkty wspólne pomiędzy PN-EN 62061 i PN-EN ISO 13849-1
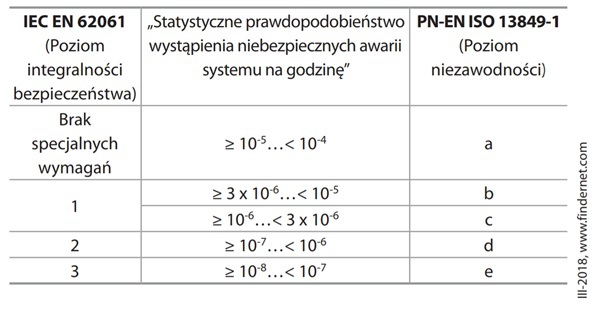
Istnieje wyraźna zgodność między SIL wymaganym zgodnie z PN-EN 62061 a PL wymaganym zgodnie z PN-EN ISO 13849-1, ponieważ wartości liczbowe dla “statystycznego prawdopodobieństwa wystąpienia niebezpiecznego błędu na godzinę” są w dużym stopniu takie same dla obu norm. Poziom integralności bezpieczeństwa SIL 1 odpowiada poziomowi niezawodności PL b oraz c, SIL 2 – PL d, a SIL 3 – PL e.
W celu podniesienia bezpieczeństwa możemy do aplikacji zastosować przekaźnik z serii 7S.

Powyższy schemat pokazuje możliwość zastosowania przekaźnika z wymuszonym prowadzeniem styków w aplikacji bezpieczeństwa. Jedna para zestyków NO jest połączona z cewką stycznika, druga para zestyków NC służy jako informacja zwrotna do PLC. Urządzenie wie, kiedy silnik jest załączony, a kiedy wyłączony. W przypadku awarii może odpowiednio zadziałać, rozłączając zasilanie.
Dlaczego seria 7S?
7S jest to przekaźnik, który posiada mechanicznie sprzężone zestyki. Daje nam to pewność, że w przypadku zlepienia jednej pary zestyków druga para nie wróci do swojego stanu. Dodatkowo seria 7S jest zgodna z klasą A normy EN 61810-3 (wcześniej EN 50205).
Różnorodność liczby par zestyków serii 7S zapewnia bardzo dużą możliwość zastosowań w aplikacjach bezpieczeństwa.
W kategorii SIL2 występują:
• 2 zestyki (1 Z + 1 R);
• 4 zestyki : (2 Z + 2 R) lub (3 Z + 1 R);
• 6 zestyków (4 Z + 2 R) lub (5 Z i 1 R);
• 3 zestyki (2 Z + 1 R).
Firma Finder niedawno wprowadziła przekaźnik z mechanicznie sprzężonym zestykiem w kategorii SIL3. Oznacza to, że styk „bezpieczeństwa” NC jest szeregowo połączony z drugim zestykiem NC – takie rozwiązanie daje większe prawdopodobieństwo bezpieczeństwa.
Na zakończenie warto napomknąć również o dyrektywie maszynowej wprowadzonej w 2006 r. (dyrektywa 2006/42/WE Parlamentu Europejskiego i Rady z dnia 17 maja 2006 r. w sprawie maszyn, zmieniającej dyrektywę 95/16/WE), która dotyczy właśnie bezpieczeństwa pracy robotów. W ramach tej dyrektywy zostały zaktualizowane i doprecyzowane normy ISO 10218-1, ISO 10218-2 i ISO 13849-1. Możemy zatem założyć, że jeżeli maszyna bądź robot przemysłowy spełnia powyższe normy, spełnia również wymagania dyrektywy maszynowej.
Źródło: Finder








































































